我们专注于提供专业的钎焊技术解决方案与服务,针对镍基/钴基/铁镍基合金,公司具备完备钎料设计研发、制备能力,拥有大、小型钎焊炉,及相关检验、辅助设备,可为客户提供最优的钎焊解决方案。现已为客户完成多批次、不同类型的钎焊技术服务,包括复杂结构件钎焊、航空发动机叶片工艺孔钎焊等,积累了丰富的钎焊经验。无论您的需求是钎焊工艺开发与优化、生产难题诊断、小批量试制还是规模化生产支持,我们都能依托强大的研发、制备与加工能力,提供可靠、高效、高质量的钎焊技术服务。
相关设备:
一.小批量实验:真空钎焊炉
工作区尺寸:300×200×200mm (L×W×H)
最高工作温度:1500°C
炉温均匀性:±3.5℃
最大装炉量:20 Kg
极限真空度:8×10-4 Pa
气冷压强:2 bar

二.规模化生产:真空气淬炉
工作区尺寸:610×450×450mm (L×W×H)
最高工作温度:1325°C
炉温均匀性:±5℃
最大装炉量:450 Kg
极限真空度:8×10-4 Pa
气冷压强:12 bar

服务项目:
Ø 钎料设计研发与制备
Ø 钎焊解决方案定制
Ø 钎焊加工服务
Ø 钎焊质量检验服务
典型案例:
案例一:
针对于镍基单晶DD5涡轮叶片材料的裂纹修复,在自主研发的集成计算平台上进行高通量批量计算及仿真模拟,设计开发了一款低B、Si的高强度镍基钎料(WZ-B1)。图1显示DD5单晶经过TLP焊接后,焊缝区已实现完全等温凝固,焊缝与母材组织基本均质化,无脆性相,EBSD反极图显示焊缝与母材形成完整单晶,取向差极小(约1.5°),高温持久寿命达到母材80%以上。
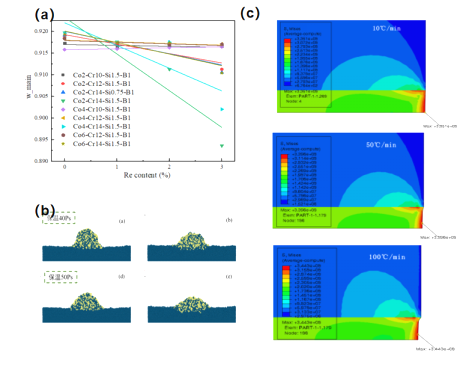
图1 修复焊料成分设计及仿真模拟:(a)高通量计算分析;(b)分子动力学润湿性模拟;(c)焊接过程温度场模拟
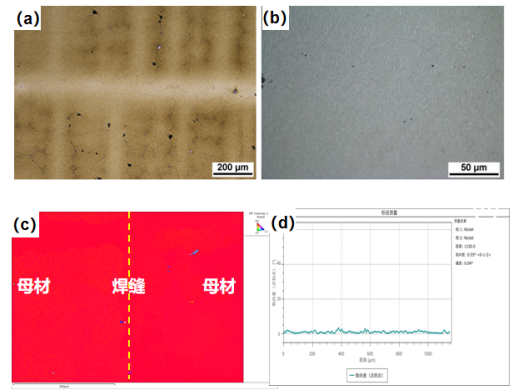
图2 TLP接头焊缝区:(a,b)显微组织;(c,d)EBSD反极图、取向差
案例二:
航空发动机涡轮叶片内腔结构复杂,铸造难度大,需使用型芯辅助支撑。铸造完成后,内腔及叶尖位置的工艺孔通过钎焊进行封堵。针对工艺孔间隙大、位置复杂,钎焊技术团队开发了多种型号涡轮叶片工艺孔钎焊工艺。钎焊后工件焊缝外观良好,无裂纹、孔洞等缺陷,显微组织良好,焊缝与基体γ'结合良好,存在明显过渡区。
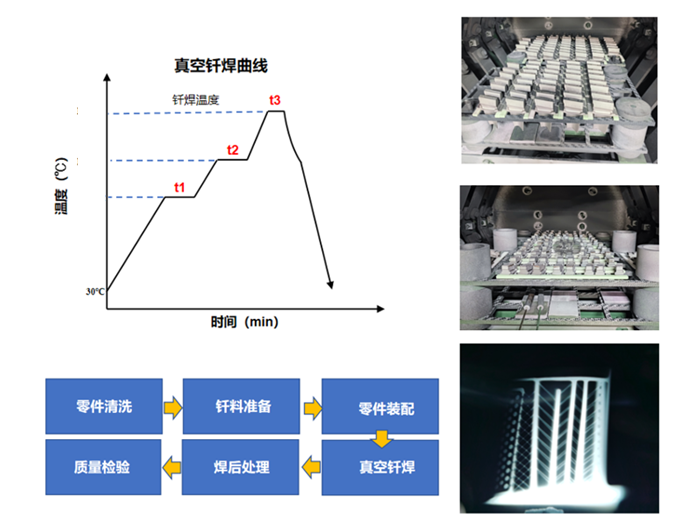
图3 涡轮叶片工艺孔钎焊工艺开发
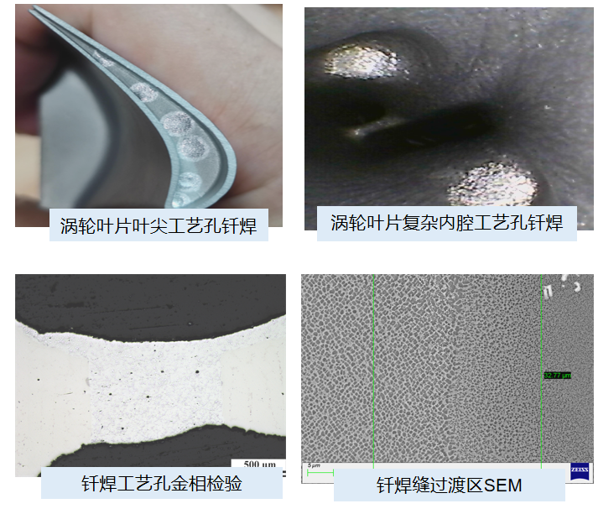
图4 涡轮叶片工艺孔钎焊效果及检验